







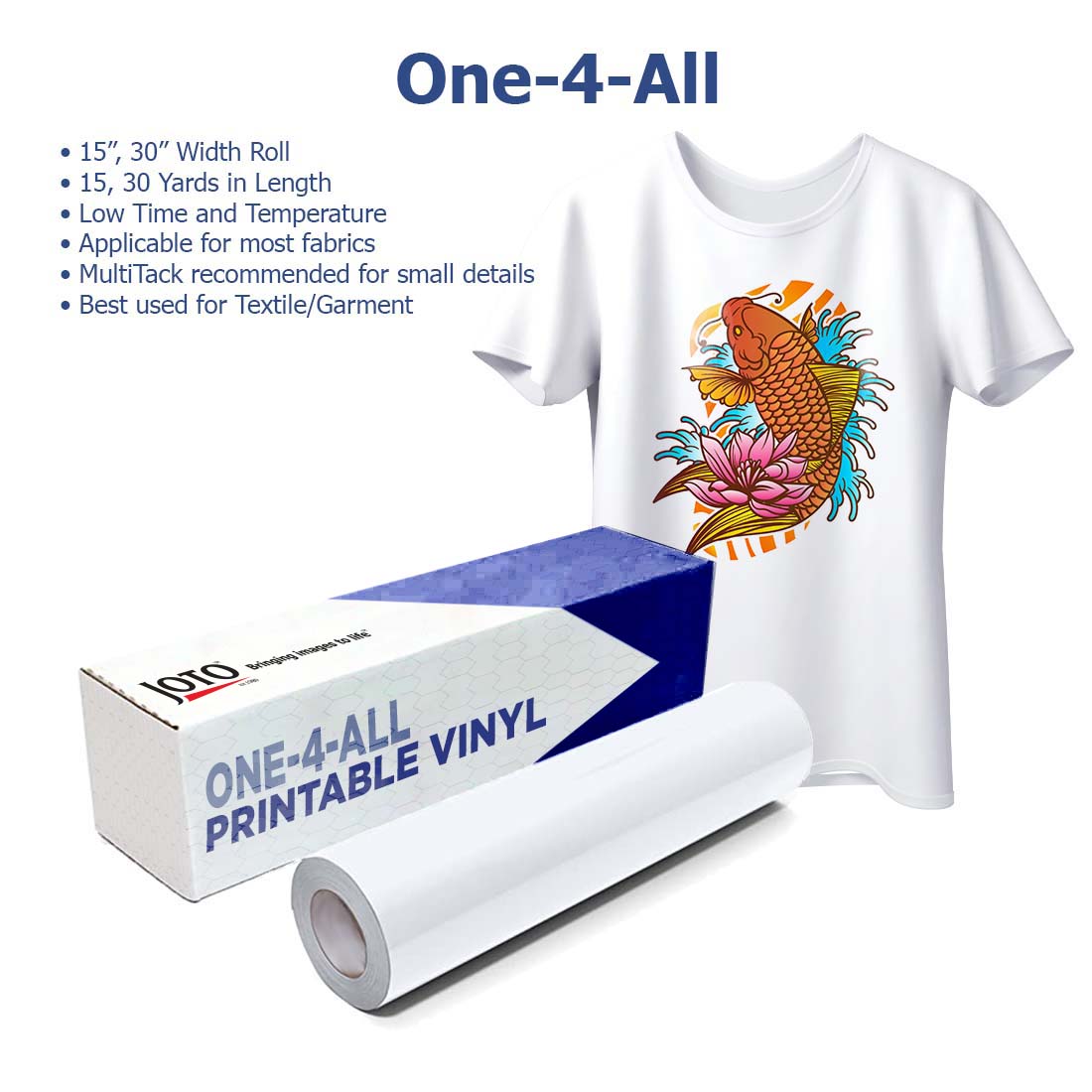






























































































































































Sublimation textiles for everyday custom comfort
From fashion to functional accessories, sublimation textiles let you deliver vivid designs on soft, durable fabrics customers will use every day.
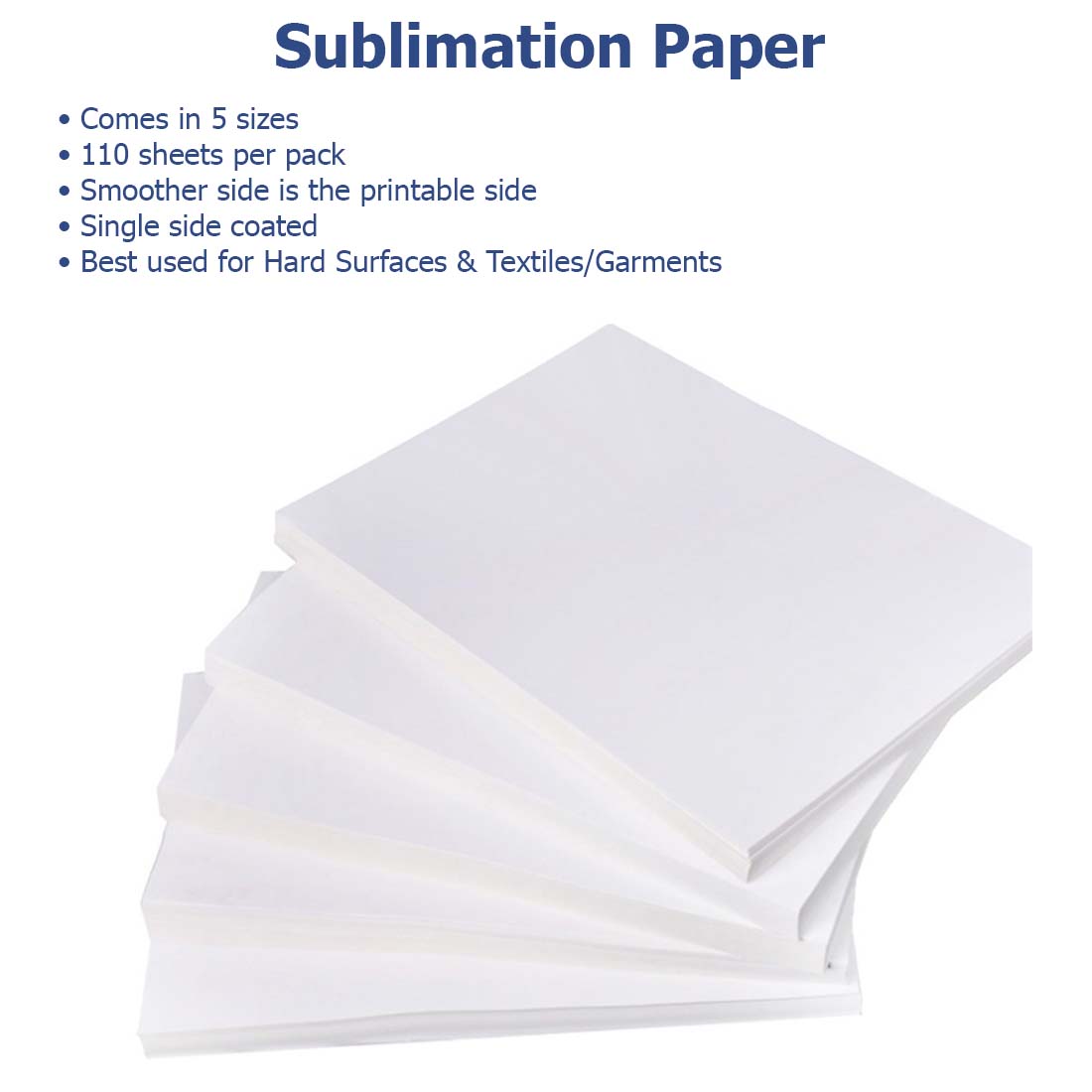
The sublimation textiles collection includes apparel blanks, tote bags, pillow covers, towels, aprons, and more, all designed with sublimation ready surfaces for brilliant, long lasting prints. Each piece supports sharp details and vibrant colors that stay vivid after repeated washes, making them ideal for personal gifts, branded merchandise, or promotional campaigns.
Apparel items offer endless creative opportunities, while home and lifestyle products expand customization beyond clothing. Lightweight and versatile, these blanks are compatible with Joto presses, ovens, and sublimation paper, ensuring consistent production quality. Stocked in North America with fast shipping and available volume discounts, sublimation textiles help print shops scale profitably. Add them to your catalog to provide customers with functional, stylish products that combine comfort and customization in one practical solution.